Токарно-гвинторізний верстат GH-2640 ZH DRO (A-3) JET GH-2640-ZH


















Токарно-гвинторізний верстат JET GH-2640 ZH
Робочі параметри
- Конус шпинделя: Ø113 1 20
- Конус пінолі задньої бабки MK5
- Діапазон метричних різьблень, мм 1–14
- Діапазон різьблення, DP 56 – 4
- Напруга, 400
- Довжина, мм 2500
- Поперечний хід задньої бабки, мм ±15
- Макс. розмір інструменту, мм 32x32
- Ширина, мм 1270
- Дюймове різьблення, TPI 28 – 2
- Потужність головного двигуна, кВт 7,5 (10 л.с.) S1
- Крок ходового гвинта, мм 12
- Висота, мм 1460
- Кабель підключення (H07RN-F) 4x4мм²
- Відстань між центрами, мм 1000
- Маса, кг 2750
- Зовнішній запобіжник, А 25
- Відстань між напрямними, мм 405
- Кількість поздовжніх подач 65
- Довжина в упаковці, см 280
- Об'єм бака СОЖ, л 15
- Прискорене переміщення поздовжнього супорта, м/хв 4,5
- Ширина в упаковці, см 147
- Хід поперечного супорта, мм 370
- Прискорене переміщення поперечного супорта, м/хв 2
- Кількість поперечних подач 65
- Висота в упаковці, см 176
- Хід верхнього супорта, мм 145
- Діаметр обробки над станиною, мм 660
- Маса в упаковці, кг 2870
- Діаметр обробки над знімним містком, мм 870
- Кількість метричних різьблень 22
- Діаметр обробки над супортом, мм 420
- Кількість швидкостей шпинделя 12
- Довжина містка, що знімається, мм 200
- Діаметр нерухомого люнета, мм 20-125/100-240
- Кількість дюймових різьблень 30
- Модульне різьблення, MP 0,5 – 7
- Під'єднання шпинделя (затискний ексцентрик) DIN 55029 D1-8
- Діаметр рухомого люнета, мм 20-100
- Частота обертання шпинделя, об/хв 36-1600
- Кількість модульних різьблень 18
- Отвір шпинделя, мм Ø105
- Хід пінолі задньої бабки, мм 150
- Кількість харчових різьблень 24
- Діапазон поздовжніх подач, мм/про 0,063-2,52
- Номінальний струм, А 18
- Потужність насоса СОЖ, кВт 0,09
- Діапазон поперечних подач, мм/про 0,027-1,07
Опис
- Ексклюзивний протокол прийому JET із сертифікованими допусками (DIN 8606)
- Масивна станина верстата із сірого чавуну
- Загартовані та відшліфовані напрямні станини
- Механізм плавного пуску захищає двигун та збільшує термін служби приводу
- Механізм приводу шпинделя постійно працює у масляній ванні.
- Збільшений діаметр прохідного отвору
- Наявність знімного містка для збільшення діапазону оброблюваних деталей
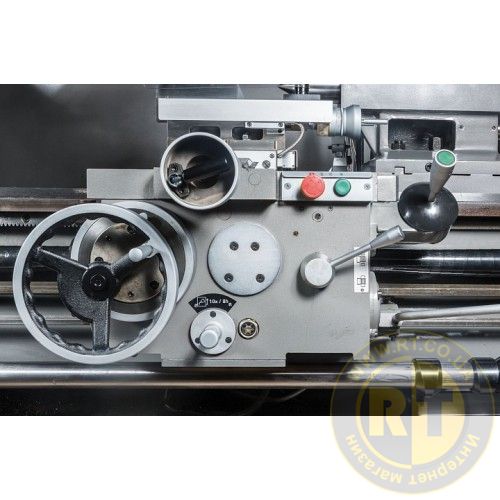
- Зручне керування поздовжньою та поперечною подачею за допомогою хрестового джойстика з кнопкою прискореного переміщення
- Тлумачний режим роботи шпинделя
- Гартовані та відшліфовані шестерні в передній бабці та коробці передач
- Регулювання напрямних зазорів за допомогою клинових планок
- Централізована система подачі мастила поздовжнього супорта
- Задня бабка, регульована в поперечному напрямку, для обточування конусів
- П'ятипозиційний вал із кулачками
- Передня бабка з фрикційною муфтою
GH-2640 ZH DRO універсальний токарний верстат промислового призначення виробництва компанії JET. Він орієнтований на професіоналів у галузі металообробки та дозволяє обточувати масивні заготовки з підвищеною швидкістю та якістю: ціна поділу ноніуса – 0,02 мм. Максимальний діаметр обробки над станиною цього верстата становить 660 мм, а над знімним містком gap – 870 мм. Відстань між центрами – 1015 мм. Багата заводська комплектація включає все необхідне, щоб у максимально стислий термін провести пусконалагодження обладнання та почати його експлуатувати.
Разом зі верстатом за заявленою вартістю ви отримаєте систему подачі СОЖ, УЦІ, два люнети (один рухливий, другий нерухомий), планшайбу, чотири кулачковий патрон, перехідну втулку, центр, що обертається, не обертовий центр, опори для виставки верстата, набір інструменту для обслуговування та лампи освітлення. На верстат встановлено потужний асинхронний двигун на 7,5 кВт, передбачено 12 режимів швидкостей шпинделя, нижча швидкість 36 об/хв призначена для нарізки різьблення плашкою.
Коробка GH-2640 ZH DRO має 65 режимів поздовжніх та поперечних автоматичних подач для нарізки метричної, дюймової, модульної та різьблення. У цьому частота биття на шпинделі вбирається у 9 мікрон. Верстат поміщений на масивну станину з високотехнологічного чавуну, що дозволяє ефективно гасити вібрації та відводити тепло. Напрямні станини готуються за фірмовою технологією виробника. Передбачено прискорене переміщення супорта, гальмівну педаль та аварійного відключення.